+
微信号:头部切换按钮及底部微信

 13805077726
13805077726




推荐阅读






钢讯|贵航特钢Φ12螺纹六切分工艺成功试轧
来源:www.fjkwyj.com | 发布时间:2020年04月28日
在棒材生产中, 切分轧制能成倍地提高小规格品种的产量。因此近十多年来, 我国切分轧制技术的发展很快, 三线、四线切分轧制技术已被广泛应用,难度较大的五线切分轧制技术, 满足了轧钢设备的生产高效率、低成本的要求。为进一步拓展技术空间, 更大程度地降低成本, Ф12 mm带肋钢筋的六线切分轧制技术。
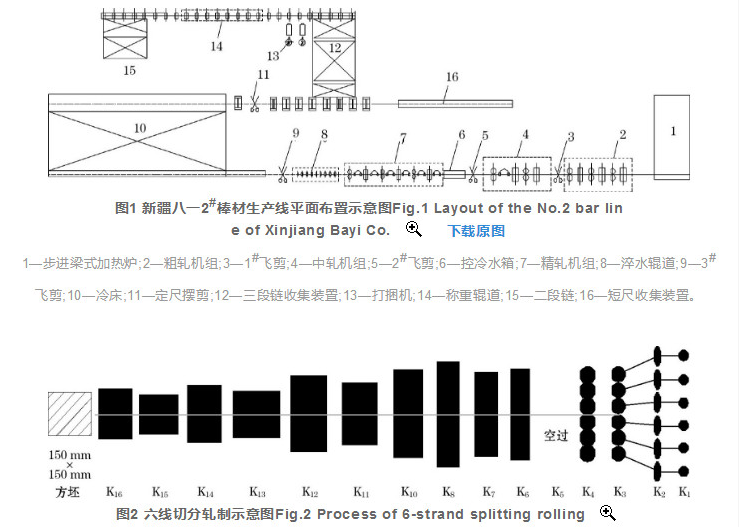
八钢在其2#棒材生产线上进行了六线切分轧制技术的开发工作。该生产线机械设备由国内制造, 根据产品分工, 以小断面多线切分为主, 轧线有16架平立交替布置的短应力线轧机, 采用150 mm×150 mm×12 000 mm的连铸坯, 其中Ф10~Ф12 mm规格采用四线或五线切分轧制, Ф14~Ф16 mm规格采用三线切分轧制, 最高轧制速度为18 m/s, 年生产能力100万t以上。
轧线布置采用6+4+6方式, 其中粗轧6架, 轧机机组长度为12.5 m, 相邻轧机中心距为2.5 m;中轧4架, 轧机机组长度为12.6 m, 相邻轧机中心距为2.1 m, 带活套轧机中心距为4.2 m;精轧6架, 轧机机组长度为21.2 m, 相邻轧机中心距为4.1~4.4 m, 14#、16轧机为平立可换结构。
小断面带肋钢筋的生产有高速化和切分两种增加产能的途径, 高速棒材受上冷床制动的限制, 对产能影响较大, 一般年产60万t左右, 成本很难降低, 且投资较大。
因此国内一直倾向切分增产的途径, 20世纪90年代在二线切分技术成熟应用后, 很快进入了三线切分、四线切分时代, 个别企业在2000年代末期进入了五线切分时代, 此后五线切分被认为是切分技术的终极水平。
八钢六线切分轧制技术的成功开发, 可采用更大尺寸的坯料, 不增加速度就可获得更大产能, 获得更低的成本, 为切分轧制的技术进步提供更加广阔的空间。在全行业产能过剩、经营困难的情况下, 此项技术的推广应用将为小规格棒材生产成本的降低和工艺优化起到积极作用。
上一条:
冷轧机压下还包括什么?
下一条:
冷轧机的选择及分类有哪些?




 首页
首页
 微信
微信
 电话
电话